Why Your Reorder Never Looks Exactly Like the First Batch: The Production Environment Drift in Custom Power Bank Orders
When procurement teams issue a reorder for custom power banks or USB drives, they operate under a straightforward assumption: submitting the same specification document to the same supplier should yield the same product. The logic feels unassailable—if nothing in the specification has changed, the output should be identical. Yet within weeks of the second batch arriving, complaints surface. The colour feels slightly different. The texture isn't quite the same. The weight distribution seems off. The factory's response is consistent: "All parameters fall within specification. Nothing is out of tolerance."
Both parties are technically correct, but they are measuring against different baselines. The procurement team is comparing the second batch to the first batch's actual characteristics—the specific shade of blue, the exact tactile feel, the precise weight they held in their hands. The factory is comparing the second batch to the specification document's tolerance ranges—the ±5% colour variance, the acceptable surface roughness band, the weight window of 120g–130g. The specification defines what is permissible, not what was delivered the first time.
This is where reorder consistency decisions start to be misjudged. A reorder is not a repeat of the previous order; it is a re-execution of the specification within the current production environment. And that environment has shifted—sometimes subtly, sometimes significantly—since the first batch left the production line.
The first change that procurement teams rarely account for is component supplier substitution. Between the first batch and the reorder, the factory may have switched suppliers for specific components—not because the original supplier failed, but because they became unavailable, raised prices, or were replaced as part of routine cost optimisation. The new supplier's components meet the same electrical and mechanical specifications, but they introduce micro-variations. An LED from Supplier B may have a slightly warmer colour temperature than Supplier A's version, even though both fall within the "white LED" specification. A plastic housing from a different moulder may have a marginally different surface texture due to variations in mould finish or injection parameters, even though both meet the dimensional tolerances.
These substitutions are invisible to the procurement team because they occur within the factory's supply chain, not within the customer-facing specification. The factory does not flag them because, from their perspective, no specification has been violated. The components are functionally equivalent. But functional equivalence is not perceptual equivalence. When a user picks up the second batch and compares it to the first, they notice the difference immediately—not because the product is defective, but because the production reality has changed.
The second shift occurs in tooling condition. Injection moulds, stamping dies, and printing plates are not static; they degrade with use. A mould that was pristine during the first batch may have produced 50,000 units by the time the reorder is scheduled. That wear manifests as dimensional drift—edges that are slightly less sharp, surfaces that are marginally rougher, parting lines that are more pronounced. The parts still fall within tolerance, but they sit at a different point within that tolerance band. If the first batch's housing thickness measured 2.48mm (within a 2.4mm–2.6mm tolerance), the reorder batch might measure 2.52mm. Both are compliant, but the tactile feel and weight distribution are no longer identical.
Factories manage tooling wear through scheduled maintenance and eventual replacement, but these cycles do not align with customer reorder schedules. A procurement team placing a reorder six months after the first batch has no visibility into whether the mould has been refurbished, partially worn, or replaced entirely. Each scenario produces a different micro-variation in the final product, all within specification, all undetectable until the batches are compared side by side.
The third factor is process parameter drift. Production lines are shared resources, configured and reconfigured to serve multiple customers. Between the first batch and the reorder, the same production line may have been used to manufacture products for other clients, each requiring different settings for injection temperature, pressure, cooling time, or curing duration. When the line is reconfigured for the reorder, the parameters are set to match the specification—but not necessarily to match the exact settings used during the first batch, because those settings were never recorded as a reorder baseline.
This is a critical distinction. The specification defines acceptable ranges (e.g., curing temperature: 80°C–90°C), but the first batch may have been produced at 85°C simply because that was the line's setting at the time. The reorder might be produced at 88°C because the line was last used for a different product that required higher curing temperatures, and the operator adjusted within the acceptable range without referencing the first batch's specific setting. The result is a product that meets specification but exhibits slightly different material properties—harder plastic, different gloss levels, altered flexibility.
Procurement teams assume that "same specification" implies "same process," but factories operate on "specification compliance," not "process replication." The distinction becomes visible only when the batches are compared.
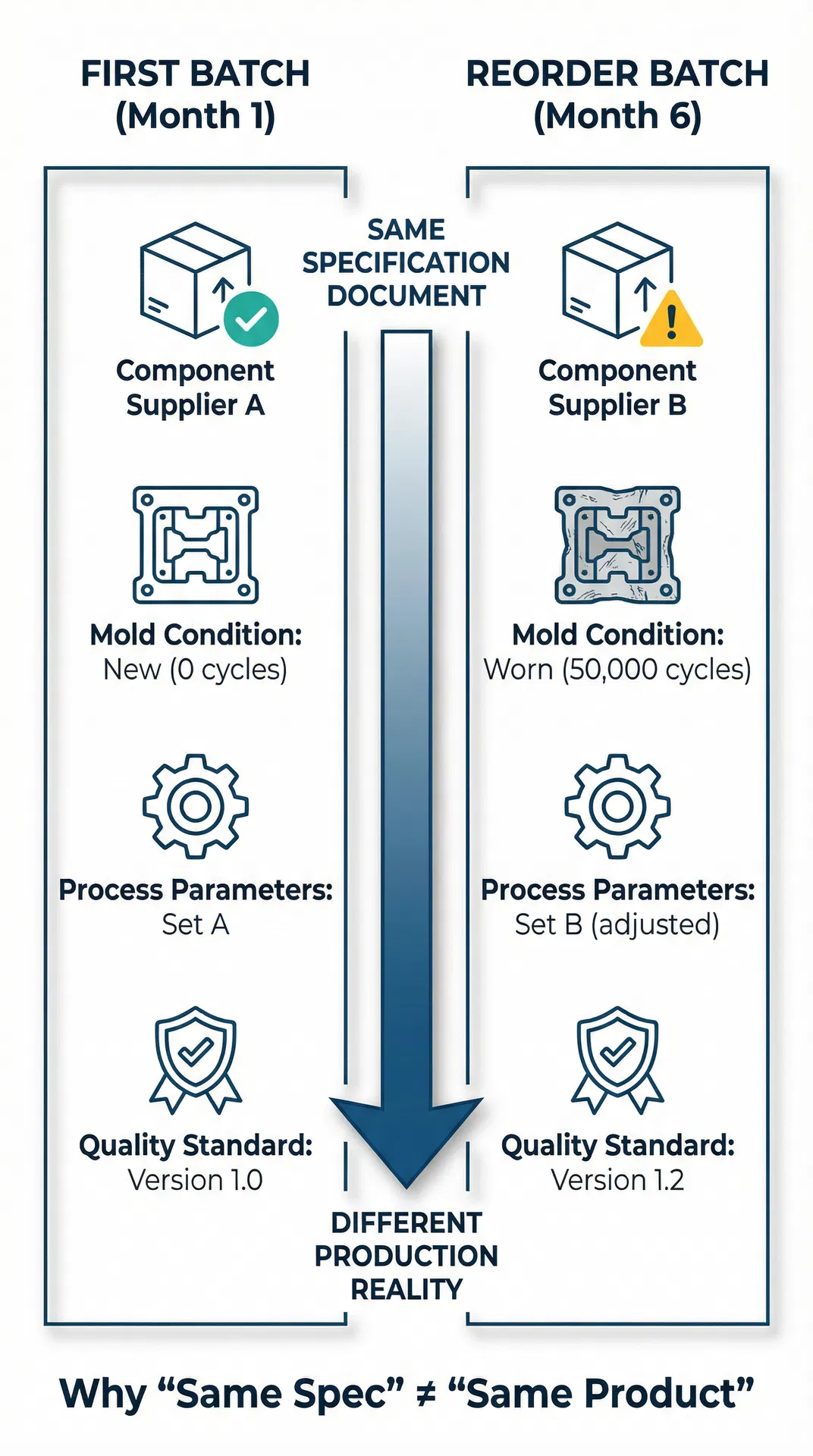
The fourth variable is quality standard evolution. Factories do not freeze their quality protocols after a single order. Between batches, they refine testing methods, update acceptance criteria, or respond to regulatory changes. A power bank that passed quality inspection in Month 1 under Version 1.0 of the factory's quality standard may be tested against Version 1.2 during the reorder. The updated standard might include tighter drop-test thresholds, revised colour measurement protocols, or new electromagnetic compatibility checks. The reorder batch passes the new standard, but its characteristics differ slightly from the first batch, which was never subjected to those criteria.
This evolution is rarely communicated to the customer because it occurs within the factory's internal quality management system, not within the customer-facing specification. The factory views it as continuous improvement; the procurement team experiences it as unexplained variation.
The cumulative effect of these four shifts—component substitution, tooling wear, process drift, and quality standard evolution—is that reorders are not reproductions. They are new executions of the same specification under different conditions. The specification document remains unchanged, but the production environment has moved. Procurement teams who expect batch-to-batch consistency without accounting for this drift are measuring against an assumption that does not exist in the factory's operational reality.
The misjudgment deepens when procurement teams attempt to address the inconsistency by tightening specifications. They assume that narrower tolerances will force the factory to replicate the first batch more closely. In practice, tighter tolerances increase cost and lead time without guaranteeing perceptual consistency, because the specification still defines ranges, not fixed values. A tighter colour tolerance of ±2% instead of ±5% reduces the variance window, but it does not prevent the reorder from landing at a different point within that window than the first batch.
The more effective approach—though rarely implemented—is to treat the first batch's actual measured parameters as the reorder baseline, not the specification's tolerance ranges. This requires the factory to record and archive the specific values achieved during the first production run: the exact L*a*b* colour coordinates, the precise injection moulding temperature and pressure settings, the supplier part numbers for each component, the mould cycle count at the time of production. When a reorder is placed, these archived parameters become the target, and the factory adjusts the production environment to replicate them as closely as possible, even if it means sourcing the original component supplier or scheduling production when the mould is at a similar wear state.
This level of reorder management is uncommon because it imposes significant documentation and coordination overhead on both the factory and the procurement team. It requires the factory to maintain detailed production records beyond what the specification demands, and it requires the procurement team to recognise that coordinating repeat orders involves more than resubmitting a purchase order. Most reorders proceed without this baseline anchoring, which is why most reorders exhibit the micro-variations that procurement teams find frustrating and factories find inevitable.
The alternative—accepting that reorders will differ slightly from the first batch—requires procurement teams to reset stakeholder expectations. If the first batch is being used as a reference sample for brand consistency, the procurement team must communicate that future batches will fall within specification but may not match the reference sample exactly. If perceptual consistency is critical (e.g., for retail displays or brand launches), the procurement team must either commit to the baseline-anchored reorder process or accept that each batch will require re-approval and potential adjustment.
The misjudgment at the heart of reorder consistency is the belief that specifications are fixed points rather than acceptable ranges, and that production environments are static rather than continuously shifting. Factories operate within the ranges defined by specifications, but they do not—and cannot—replicate the exact conditions of a previous production run unless explicitly instructed and resourced to do so. Procurement teams who understand this distinction can structure reorders to either tolerate the variation or invest in the controls needed to minimise it. Those who do not will continue to receive products that are compliant yet different, and wonder why "same specification" does not mean "same product."